
随着这些年“互联网+”、“工业4.0”、“人工智能”等名词频繁出现在大众视野里,在与民生息息相关的工业领域,指向了一个非常明确的目标——智能制造。由于各种原因,产品生产过程中不可避免的会产生多种缺陷,如印制电路板上出现孔的错位、断路、短路等问题;液晶面板表面含有针孔、划痕、颗粒等问题;半导体晶圆出现的冗余物、晶体缺陷和机械损伤等问题。这些缺陷不仅影响产品的性能,严重时甚至会危害到生命安全。 然而在相当长的一段时间内,绝大部分电子制造厂商仍然依赖于传统人工目视检查。以目前AOI(自动光学检测)技术渗透率最高的PCB行业为例,曾有研究机构做过调查,当两个人检查相同的PCBA板四次时,他们的相互认同率少于28%,认同自己的只有大约 44%左右。显然,随着电子元器件的微小化、复杂化趋势,以及制造行业整体对智能化变革的需求, AOI检测系统将在智能制造行业占据越发重要的位置。AOI技术属于机器视觉技术AOI集成了图像传感技术、数据处理技术、运动控制技术,在产品生产过程中,可以执行测量、检测、识别和引导等一系列任务。简单来说AOI模拟和拓展了人类眼、脑、手的功能,利用光学成像方法模拟人眼的的视觉成像功能,用计算机处理系统代替人脑执行数据处理,随后把结果反馈给执行或输出模块,让AOI检测系统可以取代生产制造中的人工目检环节
然而在相当长的一段时间内,绝大部分电子制造厂商仍然依赖于传统人工目视检查。以目前AOI(自动光学检测)技术渗透率最高的PCB行业为例,曾有研究机构做过调查,当两个人检查相同的PCBA板四次时,他们的相互认同率少于28%,认同自己的只有大约 44%左右。显然,随着电子元器件的微小化、复杂化趋势,以及制造行业整体对智能化变革的需求, AOI检测系统将在智能制造行业占据越发重要的位置。AOI技术属于机器视觉技术AOI集成了图像传感技术、数据处理技术、运动控制技术,在产品生产过程中,可以执行测量、检测、识别和引导等一系列任务。简单来说AOI模拟和拓展了人类眼、脑、手的功能,利用光学成像方法模拟人眼的的视觉成像功能,用计算机处理系统代替人脑执行数据处理,随后把结果反馈给执行或输出模块,让AOI检测系统可以取代生产制造中的人工目检环节
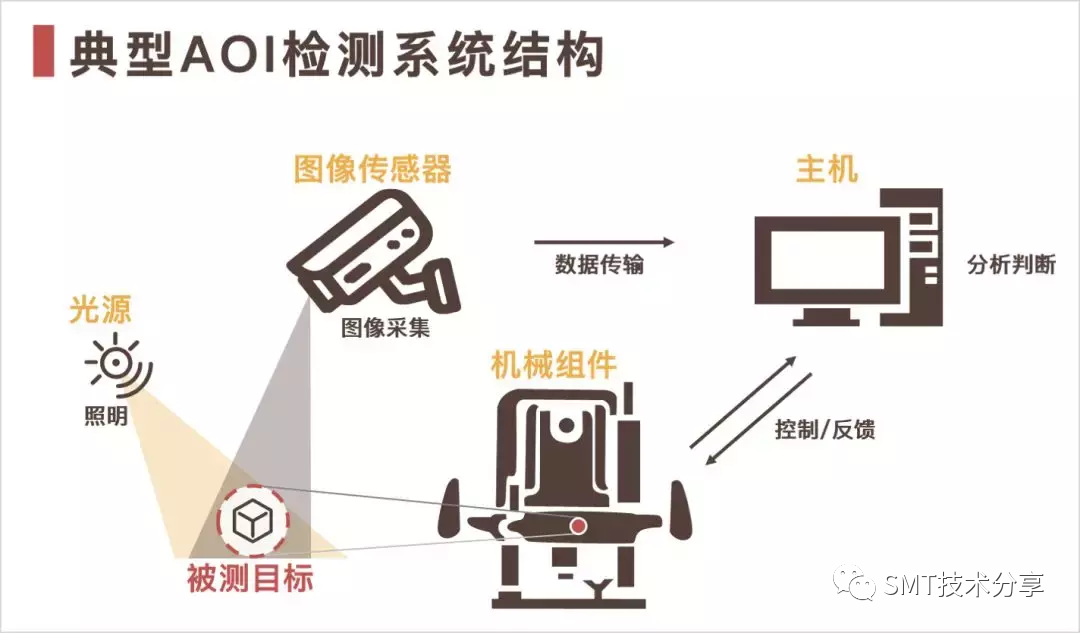
一个典型AOI检测系统的结构框图AOI检测系统的硬件组成典型AOI检测系统的硬件一般包括5个部件:图像传感器、主机、光源、机械组件和机体外壳。i. 图像传感器是AOI系统采集图像的基础。目前市面上大多数厂商选择使用面阵相机,面阵相机通过拍摄一幅一幅的图片达到取像目的,优点是图像的还原性较好,打光角度容易调整,容易得到较清晰的图像,相比线阵相机误判率较低。ii. 主机是运行检测软件系统的平台。不同行业不同工厂生产线对AOI检测设备的需求不同,AOI设备是高度定制化产品,设备厂商往往需要根据下游客户的要求进行主机设备的调整或是软件的二次开发。iii. 光源是AOI设备的眼睛,专业的光源及合理打光方案是机器视觉的核心技术,判断检测系统是否稳定可靠,光源可以说是检测能力强弱的第一步。iv. 机械组件包括检测设备里的传动装置和马达等部件。机械组件的精度会直接影响AOI检测设备的驱动配置和检测结果的输出反馈。v. 机体外壳是AOI设备所有部件的载体,是固定AOI设备部件实现检测功能的结构载体。AOI检测系统的软件组成结合光学感测系统采集到的图像数据,AOI检测系统的软件主要包括算法、影像处理软件和通讯软件。就像人工判断一个物体的质量是否合格,会设定一个标准,如果达到标准,则认为该对象是合格,如果不达到标准,则认为对象不合格。同样,AOI系统判断一个组件是否是合格,也会设定一个规则,满足规则的就合格,不满足规则就是不良品。这个规则标准建模的方法即是算法,算法是整个软件系统的重中之重,也是AOI检测厂商的核心竞争力。AI成为AOI检测技术进一步发展的关键因素。
以AOI检测应用最广泛的PCB行业为例,中低端AOI检测设备的误判过筛率约为70%,即捕捉到的不良品中其实有70%的成品是合格的。因此目前PCB厂商多采取人工二次筛选,将实际合格的PCB板再度送回产线,预估一台AOI检测机常需配置4名人员进行二次检查。伴随AI技术的迅速发展,也给AOI检测行业带来了技术革新的契机。传统AOI检测与AI AOI辨识的差异,在于是否可针对未知瑕疵进行判定,传统AOI检测设备只能以设定好的参数标准为基准进行判断,也就是逻辑性的思考,需要先定义瑕疵的样本,再透过样本进行检测。但导入训练成熟的AI技术后,AI AOI检测系统能够自行定义瑕疵范围,进一步有效判别未知的瑕疵图像,且这个学习的过程是在不断重复进行积累的。利用AI视觉辨识技术辅助AOI检测能够大幅提升检测设备的辨识正确率,加速生产线速度,取代流水线后续配备的人工检测,节省人力开支。部分PCB业者预估,导入AI视觉辨识后,可以有效降低误判过筛率至25%。AOI检测系统的集成技术由于对大幅面或复杂结构物体的视觉检测,会受到视场和分辨率(或精度)的相互制约,再加上产线的生产节拍对检测速度也有一定要求,单相机组成的AOI检测系统有时难以胜任。因此可能需要多个基本单元集成在一起协同工作,共同完成高难度检测任务,即多传感器成像、高速分布式处理的AOI系统集成架构。AOI系统集成技术会牵涉到关键器件、系统设计、整机集成、软件开发等内容。系统集成之光学感知图像传感器、镜头和光源三者组合构成了大多数自动光学检测系统中感知单元。光源的选择除了分辨与增强特征外,还需考虑图像传感器对光源光谱的灵敏度范围;镜头的选择需要考虑视场角、景深、分辨率等光学参数;与人眼不同,AOI检测系统多采用黑白相机成像,是为了提高成像分辨能力,对于运动物体的检测,还要考虑图像运动过程中拍摄图片模糊带来的不利影响,准确计算导致运动模糊的最小曝光时间。 系统集成之精密机械在AOI检测系统中,被测物体的支撑方式、精密传输与定位装置也必须精心设计,尤其是FPD、硅片、半导体、MEMS和一些光学组件等精密制造与组装行业。在这些领域,制造过程需在超净间进行,要求AOI检测系统有很高的自洁能力,不能给生产环境尤其是被测工件本身带来二次污染,这会影响系统构件的材料选型、气动及自动化装置选型、运动导轨的设计与器件选型等。因此,会需要采取气浮支撑、定位与传输机构以及利用FFU风机过滤机组对检测系统进行环境净化,并采取消静电装置,对工件进行防静电处理。系统集成之数据处理高速图像数据处理也是AOI检测系统的核心之一。由于AOI检测是通过图像传感方式获取被测信息的,尤其是高速在线检测,图像数据有时是海量的,为满足生产节拍需求,必须采用高速数据处理技术。会采用共享内存、分布式内存多进程处理、分布式计算机集群等方式,把巨大的图像分时、分块分割成小块数据流,分散到集群系统各节点处理。对于耗时复杂的算法,有时仅靠计算机CPU很难满足时间要求,还需配备如DSP、GPU和FPGA等硬件处理模块,协同实现快速复杂的计算难题。AOI检测设备已成为电子制造业确保产品质量的重要检测工具和过程质量控制工具,也是工业4.0时代智能制造过程中重要的一环,能够为企业带来实质性的经济效益,提升企业的核心竞争力。
系统集成之精密机械在AOI检测系统中,被测物体的支撑方式、精密传输与定位装置也必须精心设计,尤其是FPD、硅片、半导体、MEMS和一些光学组件等精密制造与组装行业。在这些领域,制造过程需在超净间进行,要求AOI检测系统有很高的自洁能力,不能给生产环境尤其是被测工件本身带来二次污染,这会影响系统构件的材料选型、气动及自动化装置选型、运动导轨的设计与器件选型等。因此,会需要采取气浮支撑、定位与传输机构以及利用FFU风机过滤机组对检测系统进行环境净化,并采取消静电装置,对工件进行防静电处理。系统集成之数据处理高速图像数据处理也是AOI检测系统的核心之一。由于AOI检测是通过图像传感方式获取被测信息的,尤其是高速在线检测,图像数据有时是海量的,为满足生产节拍需求,必须采用高速数据处理技术。会采用共享内存、分布式内存多进程处理、分布式计算机集群等方式,把巨大的图像分时、分块分割成小块数据流,分散到集群系统各节点处理。对于耗时复杂的算法,有时仅靠计算机CPU很难满足时间要求,还需配备如DSP、GPU和FPGA等硬件处理模块,协同实现快速复杂的计算难题。AOI检测设备已成为电子制造业确保产品质量的重要检测工具和过程质量控制工具,也是工业4.0时代智能制造过程中重要的一环,能够为企业带来实质性的经济效益,提升企业的核心竞争力。





暂无评论