
在PCB埋盲孔工艺中,可能需要进行钻孔环节,若遇见孔位偏、移,对位失准等现象,很容易影响其良品率及生产效率,所以为什么会遇见该现象,如何解决该问题?
1、PCB钻孔为什么孔位偏、移,对位失准?
①设备与钻头因素
钻头磨损:长期使用导致钻头磨损,破坏钻孔精度。
主轴偏转:主轴旋转轴线偏移,直接引发孔位偏差。
设备精度不足:如X/Y轴移动偏差、弹簧夹头污染或损坏,均会加剧偏移。
②材料与工艺因素
盖板缺陷:盖板材料软硬不适配,或表面存在划痕、折痕,导致钻头引导偏移。
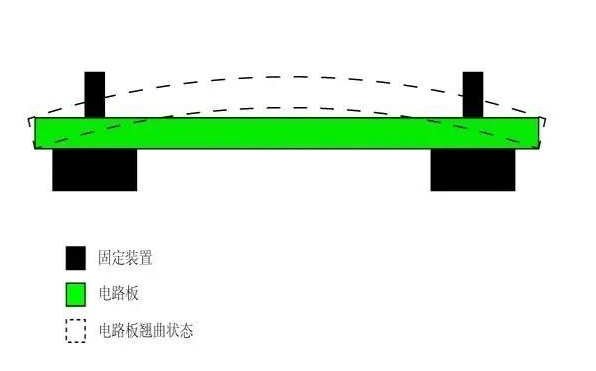
基材涨缩:板材热胀冷缩特性未通过烤板处理有效控制。
叠板与压脚设置:叠板数量过多或压脚高度错误(如未保持距板面0.80mm),引发层间滑动。
③操作与定位因素
定位工具失效:销钉松动、胶纸粘贴不牢(如未成90°直角)或原点未核实,破坏基准定位。
程序错误:钻孔程序缺陷或未打销钉,导致整体偏移。
2、如何解决该问题?
①设备与钻头优化
主轴校准:定期检测主轴同轴度,确保旋转精度。
钻头管理:根据磨损情况及时更换钻头,并检查钻头与钻柄的同心度。
参数调整:增加钻头转速或降低进刀速率,减少设备负荷。
夹头维护:清洁或更换弹簧夹头,确保钻头固定牢固。
②材料与工艺改进
盖板升级:选用高密度0.50mm石灰盖板或复合材料(上下层为0.06mm铝合金箔,中间为纤维芯),避免表面缺陷。
烤板处理:针对板材特性,在钻孔前进行145℃±5℃、4小时烘烤,稳定基材尺寸。
叠板控制:双面板叠层数量控制在钻头直径的6倍,多层板为2-3倍,减少层间压力。
压脚设置:调整压脚高度至距板面0.80mm,确保钻孔稳定性。
③操作与定位规范
定位工具检查:核实销钉位置、胶纸粘贴角度(90°直角),并记录原点坐标。
程序验证:钻孔前检查程序准确性,确保销钉已正确安装。
设备维护:定期校准钻孔机X/Y轴,通知机修处理设备偏差。
本文凡亿教育原创文章,转载请注明来源!







暂无评论