
在PCB电路板制造过程中,助焊剂作为关键辅料,直接影响焊接质量与产品可靠性。然而,实际生产中因工艺参数、材料匹配或操作不当,常导致焊后残留、虚焊、腐蚀等问题。本文系统梳理五大典型问题及成因,为工程师提供快速排查与优化方向。

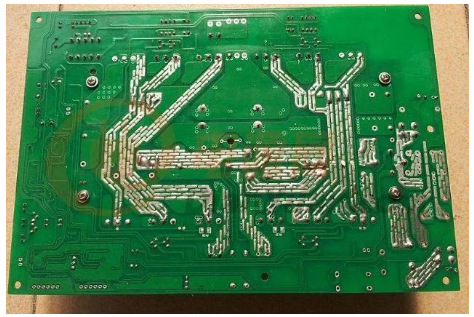
一、焊后板面残留物过多
核心表现:焊点周围残留白色或褐色物质,影响外观与绝缘性
关键成因:
工艺参数失控:预热温度不足(<80℃)或走板速度过快(>2m/min),导致助焊剂未充分挥发
材料匹配问题:
助焊剂与锡液成分冲突(如添加防氧化油)
板孔与元件引脚公差过大(>0.15mm),引发助焊剂爬升
维护缺失:助焊剂长期未补充稀释剂,粘度升高影响涂布均匀性
优化建议:
设定预热温度梯度(80-120℃),控制波峰焊速度1.5-1.8m/min
定期检测助焊剂比重(建议1.35-1.45g/cm³),每8小时添加5%稀释剂
二、助焊剂易燃风险
核心表现:预热区出现明火,PCB表面碳化发黑
关键成因:
设备配置缺陷:未安装风刀系统,导致助焊剂涂布量超标(>80μm)
工艺窗口偏离:
走板速度过快(>2.2m/min):FLUX未完全挥发滴落
走板速度过慢(<1.0m/min):PCB局部过热(>220℃)
辅助材料干扰:胶条耐温不足(<260℃),遇高温引燃
优化建议:
安装风刀系统,调整角度45°-60°,控制涂布量50-70μm
预热区增加热风循环,保持PCB表面温度160-180℃
三、焊接缺陷(漏焊/虚焊/连焊)
核心表现:焊点机械强度不足,电气连接失效
关键成因:
涂布异常:助焊剂分布不均(发泡管堵塞导致涂布量差异>30%)
设备状态:波峰高度波动(±1.5mm),链条倾角<5°导致脱锡不良
材料状态:焊盘氧化层厚度>5μm,阻碍润湿扩散
优化建议:
每日检测发泡管气压(0.2-0.3MPa),每周清洗过滤装置
采用活性更强(RO-0.5-1.0%)的助焊剂,配合超声波预清洗氧化层
四、焊点外观异常(过亮/发暗)
核心表现:焊点光泽度偏离标准(镜面/哑光)
关键成因:
助焊剂类型错配:光亮型助焊剂用于无铅工艺(Sn-Cu-Ni合金)
锡液成分偏差:铜含量超标(>0.05%),导致结晶粗大
优化建议:
根据焊料类型选择助焊剂:有铅工艺(Sn-Pb)用光亮型,无铅工艺用消光型
每班检测锡液成分,控制Cu含量<0.03%
五、腐蚀问题(元器件发绿/焊点发黑)
核心表现:焊后48小时出现铜绿,焊点界面脆化
关键成因:
残留物超标:氯离子残留>0.2%,未及时清洗(水基助焊剂需在2小时内清洗)
工艺冲突:松香基助焊剂用于免清洗工艺,导致残留物吸潮
优化建议:
改用免清洗助焊剂(固体含量<2%),或采用水溶性助焊剂配合超声波清洗
增加后道烘干工序(120℃/30min),降低离子残留
本文凡亿教育原创文章,转载请注明来源!






暂无评论