
1 概述
1.1 1553B数据总线特性
MIL-STD-1553B数据总线可确保数据的高度安全和信号的完整性,而且具有轻量化,节省空间,更好的稳定性和简化电子设备的检测等优点,已在各种电子设备中广泛使用。
1.2 国内1553B数据总线生产厂现状
1)国内1553B数据总线朿生产起步晚,线缆和终端电连接器(如:DK621系列)刚实现国产化,其质量和可靠性还待进一步成长,至今不完全的统计,目前国内用1553B数据总线朿主要供应厂商为GDYX电子有限公司,该公司是法国Axon' Cable S.A.S.的子公司,于2000年12月在成立。Axon 是一家有着接近50年历史的法国公司,专业提供先进的互连解决方案,在国内YH,HK系统内有十年左右的使用经验,主要为国内的一些项目提供1553B总线系统。
2)近年来,国内供应电连接器的生产厂家都在开发1553B数据总线,其数据总线中电连接器仅仿制DK621或外购,线缆一般首选购进口产品或部分选用国内产品。由于国产1553B数据总线的生产和工艺处于成长过程等原因,HTHK等高可靠性要求的产品很难通过简单的验证试验就大胆选用,只有在对国外产品充分应用成功的基础上才会使用。
2 终端电连接器的类别
2.1 1553B数据总线朿中普遍选用的终端电连接器主要有两个类型
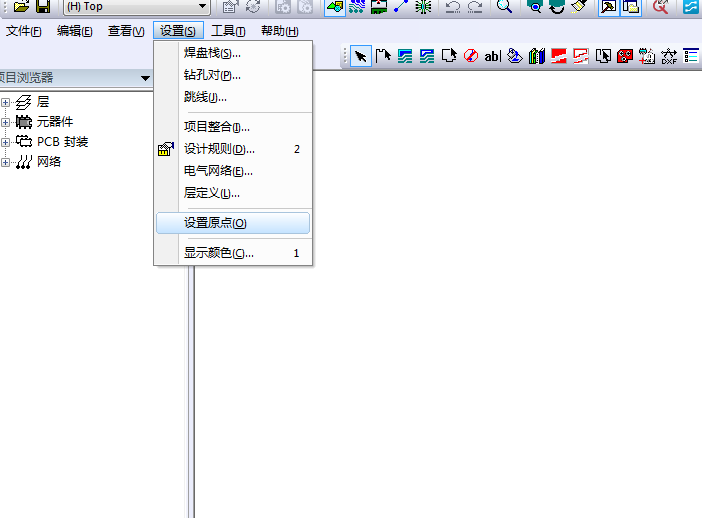
1)一个是Raychem(美国公司)的DK621系列(采用焊接工艺,外形见图片1),一些涉及到高端等级的产品经常禁运。国内少数工厂通过国产化应用验证后能提供产品。
2)另一款即是法国Axon公司的ACB1系列(采用压接工艺,外形见图片2),该电连接器经欧空局认证后,现型号为:CONNECTOR ESCC 3401/079 05(插头)和CONNECTOR ESCC 3401/079 13(插座)。

图1-1 DK621(座)电装后外形图

图1-2 DK621(头)电装后外形图

图2-1CONNECTOR ESCC 3401/079 13 (座)电装后外形图

图2-2CONNECTOR ESCC 3401/079 05 (头)电装后外形图
2.2 两种终端电连接器的结构特点
这二种电连接器的安装尺寸、电性能一致,主要差别在于数据线束的屏蔽层与电连接镀镍光滑壳体的连接电装工艺不一样。
1) DK621系列电连接器采用焊接工艺
a)工艺方法
DK621电连接器和线缆屏蔽线是通过外加金属套管焊接连接,金属套管形貌见图3所示。焊接过程是:通过热喷枪对热缩套管加热,使内部含松香助焊剂的焊锡环熔化,从金属套管上四个孔流入套管内,焊接镀银屏蔽线,并填充金属套管和电连接器之间的间隙,形成电气连接。

有热缩套管的金属套管

金属套管前端加装扁形焊锡环

金属套管壁上有四个孔
b)工艺特点
如何减少金属套管与电连接器光滑的镀鎳层之间的间隙,达到电气连接可靠、又能达到规定的抗外界机械能力。该间隙中除有线缆的屏蔽线外,还需用锡焊来填充,因电连接器壳体镀镍,无法上锡焊接,又要保证其间的屏蔽连续性≤39mΩ/m(注:GDYX电子有限公司的内控指标为≤30mΩ/m)。由于焊接时扁形焊锡丝内含松香助焊剂,因此在接触空隙内不可避免的会有松香残留物(属绝缘材料),当松香残留物达到一定的量时(如累积厚度均高于线缆镀银屏蔽层)就容易产生电气连续性质量隐患。
c)减少松香助焊剂残留物的措施
① 热喷枪加热焊接过程,如何把握焊接温度和焊接时间的关系,此温度既能保证锡铅料熔化流入接触空隙中,松香有充分的升华、排气的时间,但这温度又不能使热缩套管因过热开裂损坏。如采取更换热缩套的办法,在加热过程中要避免电连按器内部的绝缘体因热过应力而损伤、变形,影响电连接器电性能或机械性能。
② 除此外,屏蔽线的线径也是关键,如选用的线经过细或根数少、填充量少,就容易发生电连续性质量问题;如采用双层屏蔽线(减少了配合间隙),就不容易产生接触电阻大的问题。
③ 喷枪焊接过程应保证电连接器有微量的上翘姿态(约15º),禁止反向位置状态下焊接,平放位置也是有害的。原因是:焊接过程松香的液汽化流动性很强,可能会流向中心接插件的针或孔,会影响电缆组件的动态电性能,且无法通过外观检查剔除或清除。
④ 采用焊接工艺时,要求电连接器内部的绝缘材料和热缩套管的耐热性有特殊要求,否则难于在高温加温过程中不热过应损伤、变形。
2) 采用压接工艺产品
a)工艺方法
电连接器和线缆屏蔽线的电气连接是通过外加金属套管直接压接接触连接,中间没有任何介质。焊接是一个局部的迅速加热和冷却过程,焊接区域由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形,产品焊后都需要消除焊接应力,矫正焊接变形。
b)工艺特点
① 压接工艺与焊接相比,不使用焊锡,连接处会有更确定的低的接触阻抗,对信号的传输有更好的保证;焊接工艺需要高温操作,相比较压接工艺在加工过程中更安全;压接后不会发生因为焊接而引起短路、接插件(插针或插孔)因松香沾染而接触电阻变大或绝缘材料损伤、变形;相比较,压接技术加工更快速,加工工艺更简单,节省时间,压接的电缆连接头抗外界的机械能力更大。
② 压接技术与焊接技术相比还有一个最重要也是最容易被低估的优点,那就是与电缆进行安装的经济性。
总体来说,压接工艺相比较焊接来说是一种更完善可靠的连接器技术,已经被广泛应用于各个领域端
3 影响电连接电气性能的其它原因
影响1553B数据总线电连续性的因素很多,除焊接工艺因素之外,还有仪表测试问题、测试带电操作问题、测试电缆工装等问题。
3.1 测试仪表问题
测试低电阻测试仪型号较多,涉及仪表测量精度(含稳定性)不一样,各量程的测试电流也不相同。一般仪表的最小量程的测试电流为1A(此电流很大),也有10mA或100mA的仪表。因此,我们应特别注意,当被测件的载说流能力不足于1A时,我们应选用低电平(100mA或10mA)测试电流的仪表测试,否则会产生过流电损伤。
3.2测试过程操作问题
1)测试过程严禁带电操插拔电连接器,当测试电流1A时,带电操作会引起电气接触部位的电损伤(电飞弧损伤),导致接触电阻变大。
2)通电测试过程中,不应对连接的电连接器本体作过度扭力或弯曲。避免损伤连接器后而影响电性能。
3.3 测试电缆线问题
1)〝测试电缆线〞是测工装的一部分,由于反复插拨、使用,会影响其使用寿命(接触电性能),电连接器插拨寿命一般规定为500次,作为测试用的〝标准连接器〞,其测试寿命应有特别的定量规定(应小于500次),超过规定时应及时更换处理。
2)对〝测试电缆线〞应制订质量控制文件,定期对〝测试电缆线〞进行复查(含外观质量检查),不符合规定的及时更换,满足测试使用要求。
4 不合格样品案例分解
5.1DK621电连接器质量问题突出
从1553B数据总线用DK621终端电连接器的产品验收或库存产品复验的质量信息反馈,DK621电连接器使用质量问题较多,主要为静态电参数中的外导体接触电阻超差。
5.2 实际案例分解
1) 对不合格样品开壳检查,均为线缆屏蔽线与电连接器之间的松香残留物过多所致,见下图。
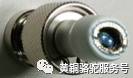
图4-1切割下的失效样品(截面)
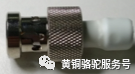
图4-1 失效样品(热缩套管形貌)
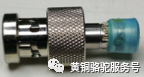
图4-3失效样品(已除去热缩套管
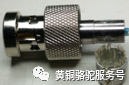
图4-4 失效样品(取下半〝截金属套管〞)
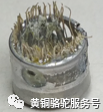
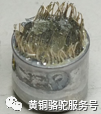
图4-5 金属套管内充满了松香残留物(同一个样品)
2)对不合格样品分解后目检,电连接器改焊接壳的光面沒有焊接后的残的物(见图4-4),金属套管内有较多的松香残留物(见图4-5)。
3) 对充分排除松香助焊剂的合格样品分解,金属套管牢固连接电连接器,难于取下金属套管。
4) 焊接工艺完全是人工操作过程,电装过程对制作技能有较高的要求,且影响电气连接的质量的因素很多,一些因素操作人员难于控制,因此要不断完善1553B总线电缆组件电装工艺操作细则,实现精细化加工,满足用户的质量和可靠性要求。
6 建议
从上分析可知:使用压接工艺电装的CONNECTOR ESCC 3401/079 05(插头)和CONNECTOR ESCC 3401/079 13(插座)终端电连接器比焊接工艺的DK621有无比的优势,且更能在严苛的环境下,使信号传输畅通。
焊接工艺在电装还存在一些难于撑控的不确定因素,且难于完全克服,时而冒出问题,故使用压接工艺是最为明知的选择。
从1553B数据总线电缆组件动态性能测试仪(进口设备)使用情况可知,该类测试设备上使用的测试电缆电连接器与屏蔽层均采用定高可靠压接工艺连接而不是焊接工艺。从产品代理商得到信息,欧空局用1553B数据总线选用的终端电连接器也采用压接工艺,可见压接工艺的质量和可靠性高。
建议:为了确保HT、HK等产品的质量和可靠性,1553B数据总线还在使用DK621的用户,应更换选用压接工艺的终端电连接器。







暂无评论