凡亿教育-小至
凡事用心,一起进步打开APP
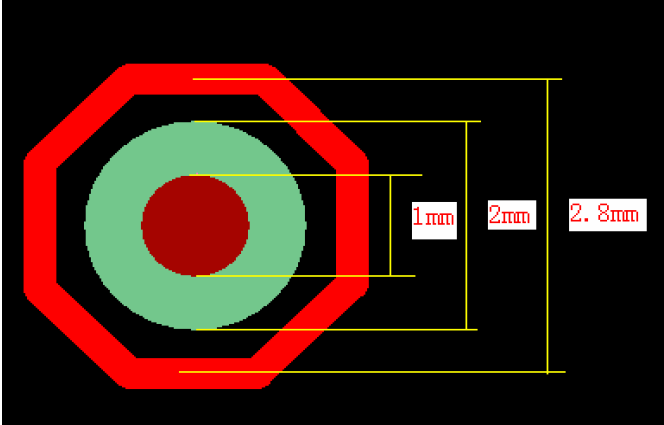
公司名片简谈PCB板翘曲变形七大核心防控点
PCB板翘曲直接导致元器件焊接不良及组装困难,尤其在SMT与芯片封装工艺中,对平整度要求已压缩至0.5%以内。因此本文将从设计到后处理全流程,谈谈其干预措施,希望对小伙伴们有所帮助。
一、对称性设计强制规范
层压结构镜像对称
示例:六层板要求1-2层与5-6层间半固化片数量、厚度完全一致,误差控制在±5%以内。
数据:非对称设计翘曲风险提升40%,对称结构可降低至2%以下。
铜面分布平衡
A/B面线路面积差需≤10%,若单面大铜面,需补独立网格平衡应力。
案例:某服务器主板因A面全铺铜、B面仅走线,蚀刻后翘曲度达1.2%。
二、预处理应力释放
双阶段烘板工艺
覆铜板下料前:150℃×(8±2)h,消除吸湿与内应力。
内层板烘烤:压合后追加150℃×4h,固化残余应力。
对比:未烘板翘曲率8.3%,双烘工艺降至1.1%。
经纬向管控
半固化片卷曲方向为经向,裁切时需与板边平行,误差不超5°。
警示:经纬混放导致压合后翘曲不可逆,需整批报废。
三、关键工序物理干预
薄板电镀拉直装置
0.4-0.6mm板专用夹辊,电镀时张力控制在1.5±0.2N/cm。
测试:无张力控制电镀后翘曲度0.8%,拉直后≤0.2%。
热风整平冷却方案
出锡炉后平放于大理石台面自然冷却,禁止水冷冲击。
升级方案:气浮床冷却系统,温度梯度≤3℃/min。
四、变形板补救方案
热压整平工艺
150℃×(3-6)h重压烘烤,压力2.0-3.5MPa,自然冷却后释放。
效果:首次整平成功率75%,二次处理达92%。
气压式矫平设备
本文凡亿教育原创文章,转载请注明来源!
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表凡亿课堂立场。文章及其配图仅供工程师学习之用,如有内容图片侵权或者其他问题,请联系本站作侵删。
相关阅读
进入分区查看更多精彩内容>






暂无评论