凡亿教育-雯雯
凡事用心,一起进步打开APP
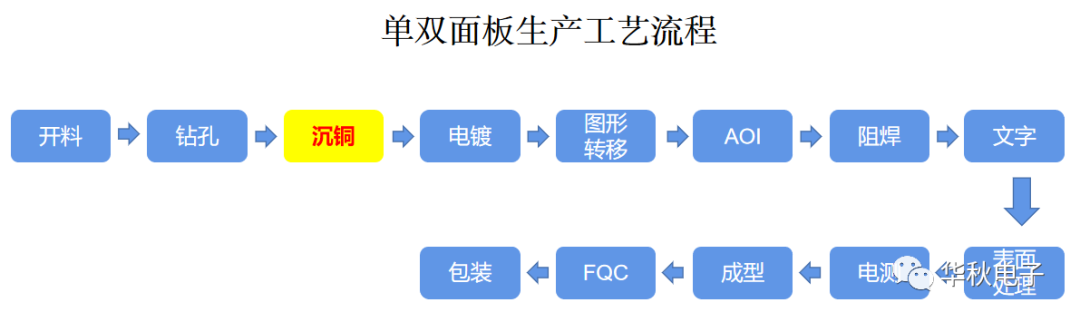
公司名片线路板板面起泡是怎么造成的?

镀层之间的结合力不良或过低,在后续生产加工过程和组装过程中难于抵抗生产加工过程中产生的镀层应力,机械应力和热应力等等,最终造成镀层间不同程度分离现象。
 现就可能在生产加工过程中造成板面质量不良的一些因素归纳总结如下:
现就可能在生产加工过程中造成板面质量不良的一些因素归纳总结如下:1、基材工艺处理的问题
特别是对一些较薄的基板(一般0.8mm以下)来说,因为基板刚性较差,不宜用刷板机刷板。
这样可能会无法有效除去基板生产加工过程中为防止板面铜箔氧化而特殊处理的保护层,虽然该层较薄,刷板较易除去,但是采用化学处理就存在较大困难,所以在生产加工重要注意控制,以免造成板面基材铜箔和化学铜之间的结合力不良造成的板面起泡问题;这种问题在薄的内层进行黑化时,也会存在黑化棕化不良,颜色不均,局部黑棕化不上等问题。
2、板面在机加工(钻孔,层压,铣边等)过程造成的油污或其他液体沾染灰尘污染表面处理不良的现象。
3、沉铜刷板不良
沉铜前磨板压力过大,造成孔口变形刷出孔口铜箔圆角甚至孔口漏基材,这样在沉铜电镀喷锡焊接等过程中就会造成孔口起泡现象;即使刷板没有造成漏基材,但是过重的刷板会加大孔口铜的粗糙度,因而在微蚀粗化过程中该处铜箔极易产生粗化过度现象,也会存在着一定的质量隐患;因此要注意加强刷板工艺的控制,可以通过磨痕试验和水膜试验将刷板工艺参数调政至最佳。
4、水洗问题
因为沉铜电镀处理要经过大量的化学药水处理,各类酸碱无极有机等药品溶剂较多,板面水洗不净,特别是沉铜调整除油剂,不仅会造成交叉污染,同时也会造成板面局部处理不良或处理效果不佳,不均匀的缺陷,造成一些结合力方面的问题;因此要注意加强对水洗的控制,主要包括对清洗水水流量,水质,水洗时间,和板件滴水时间等方面的控制;特别冬天气温较低,水洗效果会大大降低,更要注意将强对水洗的控制。
5、沉铜前处理中和图形电镀前处理中的微蚀
微蚀过度会造成孔口漏基材,造成孔口周围起泡现象;微蚀不足也会造成结合力不足,引发起泡现象;因此要加强对微蚀的控制;一般沉铜前处理的微蚀深度在1.5-2微米,图形电镀前处理微蚀在0.3-1微米,有条件最好通过化学分析和简单试验称重法控制微蚀厚度或为蚀速率;一般情况下,微蚀後的板面色泽鲜艳,为均匀粉红色,没有反光;如果颜色不均匀,或有反光说明制程前处理存在质量隐患;注意加强检查;另外,微蚀槽的铜含量,槽液温度,负载量,微蚀剂含量等都是要注意的项目;
6、沉铜返工不良
一些沉铜或图形转後的返工板在返工过程中因为褪镀不良,返工方法不对或返工过程中微蚀时间控制不当等或其他原因都会造成板面起泡;沉铜板的返工如果在线上发现沉铜不良可以通过水洗後直接从线上除油後酸洗不经委蚀直接返工;最好不要重新除油,微蚀;对于已经板电加厚的板件,应现在微蚀槽褪镀, 注意时间控制,可以先用一两片板大致测算一下褪镀时间,保证褪镀效果;褪镀完毕后应用刷板机后一组软磨刷轻刷然后再按正常生产工艺沉铜,但蚀微蚀时间要减半或作必要调整;
7、板面在生产过程中发生氧化
如沉铜板在空气中发生氧化,不仅可能会造成孔内无铜,板面粗糙,也可能会造成板面起泡;沉铜板在酸液内存放时间过长,板面也会发生氧化,且这种氧化膜很难除去;因此在生产过程中沉铜板要及时加厚处理,不宜存放时间太长,一般最迟在12小时内要加厚镀铜完毕;
8、沉铜液的活性太强
沉铜液新开缸或槽液内三大组份含量偏高特别是铜含量过高,会造成槽液活性过强,化学铜沉积粗糙,氢气,亚铜氧化物等在化学铜层内夹杂过多造成的镀层物性质量下降和结合力不良的缺陷;可以适当采取如下方法均可:降低铜含量(往槽液内补充纯水),包括三大组分,适当提高络合剂和稳定剂含量,适当降低槽液的温度等;
9、图形转移过程中显影後水洗不足,显影后放置时间过长或车间灰尘过多等,都会造成板面清洁度不良,纤处理效果稍差,则可能会造成潜在的质量问题。
10、电镀槽内出现有机污染,特别是油污,对于自动线来讲出现的可能性较大。
11、镀铜前浸酸槽要注意及时更换,槽液中污染太多,或铜含量过高,不仅会造成板面清洁度问题,也会造成板面粗糙等缺陷。
12、冬天一些工厂生产中槽液没有加温的情况下,更要特别注意生产过程板件的带电入槽,特别是有空气搅拌的镀槽,如铜镍;对于镍缸冬天最好在镀镍前加一加温水洗槽(水温在30-40度左右),保证镍层初期沉积的致密良好。
在实际生产过程中,引起板面起泡的原因很多,笔者只能做简要分析,对于不同的厂家设备技术水平可能会出现不同原因造成的起泡现象,具体情况要具体分析,不可一概而论,生搬硬套。
上述原因分析不分主次和重要性,基本按照生产工艺流程做简要分析,在此项系列出,只是给大家提供一个解决问题的方向和更开阔的视野,希望对大家的工艺生产和问题解决方面,可以起到抛砖引玉的作用!
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表凡亿课堂立场。文章及其配图仅供工程师学习之用,如有内容图片侵权或者其他问题,请联系本站作侵删。
相关阅读
进入分区查看更多精彩内容>






暂无评论